컨베이어 시스템에서 체인과 스프로켓은 동력을 전달하고 안정적인 운반을 가능하게 하는 핵심 부품입니다. 하지만 장시간 사용하다 보면 마모나 변형이 발생할 수 있으며, 이는 장비 성능 저하나 예상치 못한 고장의 원인이 되기도 합니다. 이번 포스팅에서는 설비의 안정적인 운영을 위해 꼭 알아두어야 할 체인과 스프로켓의 점검 및 보수 방법과 사용한계에 대한 기준을 소개합니다.
체인과 스프로켓의 사용 한계
체인은 장시간 사용하면 각 부위에 마모가 발생하여 마모의 정도에 따라 사용한계가 정해집니다. 수명에 영향을 미치는 각 부위의 마모로는 링크플레이트의 마모, 핀과 부시 내경 마모의 롤러의 마모, 피치의 신장, 스프로켓의 마모가 있습니다.
1)링크 플레이트의 마모

링크 플레이트는 수송물에 따라 하면과 케이스간 접촉에 따른 마모, 링크 플레이트간 마모, 링크 내면과 롤러 측면과의 접촉에 따른 마모가 발생합니다.
2) 핀봐 부시 내경의 마모

체인은 스프로켓 휠과 치합 시 굴곡운동이 발생하며 이때 핀과 부시 내경과의 접동마모에 의해 장시간 사용시 피치가 신장되어 체인의 전체 길이가 길어집니다.
3) 롤러의 마모

롤러 외경의 마모는 타 부품에 비하여 성능상 큰 영향을 주지 않으나 R 혹은 F롤러일 때에는 접촉면 및 부시와의 접동 부분의 마무에 따라 링크 플레이트의 밑면이 레일에 닿기 시작할 떄를 사용한계로 합니다.
링크 플레이트가 레일에 닿기 시작하면 핀과 부시의 마모가 촉진될 뿐 아니라 마찰 저항이 증가하여 체인의 장력, 구동부의 출력 부족등의 원인이 됩니다.
S롤러의 사용한계는 스프로켓과 원활한 치합 조건 상태에서 롤러에 홀이 발생되어 갈라질 때까지 사용 가능합니다.
4) 피치의 신장

체인이 스프로켓과 치합 시 (특수 구동부) 또는 레일의 굴곡부에서 굴곡 운전 시 핀과 부시의 접동에 의한 마모가 일어나 체인피치가 신장됩니다.
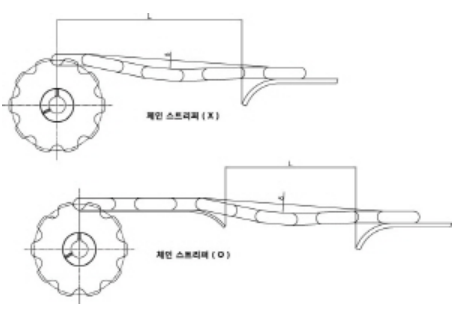
체인의 사용 신장량은 체인의 초기 피치기준 1~2%정도 입니다.
체인 길이의 신장량은 왼쪽 그림과 같이 장력을 가한 상태에서 4링크 이상의 다수 링크를 측정하여 산출합니다.
5) 스프로켓의 마모

스프로켓 휠 마모가 옆 그림과 같이 될 때 치합 및 체인과의 빠짐 상태가 좋지 않아 체인에 진동이 발생됩니다.
이 경우 마모부위를 그라인딩 한 후 육성용접 하거나 스프로켓을 반대로 조립하여 사용 할 수 있습니다.
스프로켓 휠의 치저 마모량은 체인 속도에 따라 비례 하며 사용한계는 컨베이어의 형식 및 체인 사이즈에 따라 다소 차이가 있으나 일반적으로 3~6mm 까지 마모되면 수정하거나 교체한 후 사용해야 합니다.
※참고 : 육성용접봉은 DF2B-B의 규격 중에서 용착 금속의 경도가 HV350-HV600의 제품을 마모상태에 따라서 선정하십니오, 또한 마모량이 커서 기초 용접이 필요할 시에는 D4316용접봉을 사용하십시오.
체인의 길이 조정
컨베이어 체인은 텐션이 너무 긴장되거나 이완되어도 운전이 원활하지 못합니다. 특히 이완현상이 심할 때에는 체인에 스프로켓이 감기거나 레일 등과의 간섭에 따라 사고가 발생할 수 있으므로 적당한 시기별로 점검한 후 조정하여 주십시오.
|
점검 횟수 (1일 8시간 가동 기준)
|
||
|
운전 개시 후 1주 이내
|
매일 1회
|
통상사용기준이며 연속 운전 반복하중이나 고열, 부식 등의 열악한 상황에 적용 시에는 점검횟수를 증가시켜 주십시오
|
|
운전 개시 후 1개월 이내
|
매주 1회
|
|
|
1개월 경과 후
|
매월 2회
|
|
|
텐션 (Tension) 조정의 중점 사항
|
|
|
체인이 스프로켓으로부터 원활하게 빠지도록 해주십시오.
체인이나 에어플런 등이 프레임 및 레일에 간섭되지 않도록 충분한 공간을 확보해주십시오. 서징현상이 발생하지 않도록 조정해 주십시오.
|
 |
|
수평 플로우 컨베이어
|
δ = 1/10L ~ 1/20L
|
|
가동 , 정지가 반복해서 발생할 때
체인속도가 빠를 떄 (25m/min)
체인 사이즈나 중량이 클 때
고온 수송물일 때 등
|
δ = 1/15L ~ 1/25L
|
스프로켓 취부
스프로켓 취부의 정도는 컨베이어 체인의 수명에 큰 영향을 미칩니다.
취부 시 정확하게 설치 되었다 하더라도 가동 중의 진동, 지반의 침하 등에 따라 취부 상태가 변동될 수 있습니다.
이러한 영향으로 스프로켓 측면 마모 및 체인 손상이 나타납니다.
축의 수평도 등 취부 요령은 당사 기술부에 문의 바랍니다. (Tel. 031-984-4435)
윤활
체인의 수명을 연장하는데 있어서 급유를 정기적으로 시행하는 것이 무엇보다도 중요합니다.
체인의 수송물 속으로 묻힐 때에는 피해야 하며, 에이프론 컨베이어 등 분립체의 수송물을 운반 할 때와 같이 국부족으로 수송물과 접촉하여 부착되는 경우 이를 고려하여 윤활 유무 방법 등을 채택 해야 합니다.
급유 부위 : 핀과 부시 사이, 부시와 롤러 사이, 링크와 링크 사이
윤활유의 종류 : SAE30 (-10℃ ~ 0℃ ) SEA40(0℃ ~ 40℃)
급유 간격 : 주1회
방법 : 적하 혹은 도포
반도체인공업(주)는 현장에 최적화된 컨베이어 솔루션을 제공하기 위해 지속적인 기술개발과 품질 개선에 힘쓰고 있습니다. 제품에 대한 문의나 상담이 필요하시면 언제든지 연락 주시기 바랍니다.
감사합니다.
제품견적문의 글쓰기 | 반도체인공업
체인, 컨베이어 체인
www.bandochain.com
'기술가이드' 카테고리의 다른 글
| 반도체인공업(주) 기술가이드 ④ _ 이상과 대책 (0) | 2026.04.10 |
|---|---|
| 반도체인공업(주) 기술가이드 ② _ 컨베이어체인 선정 (1) | 2026.04.10 |
| 반도체인공업(주) 기술가이드 ① _ 산업용 체인 기본구조 (0) | 2026.04.09 |